作者:彭立民
单位:中国林科院木材工业研究所
出处:《中国人造板》2018年第5期
导 读
介绍了我国现阶段浸渍胶膜纸饰面胶合板和细木工板的制备原材料要求、生产流程和热压工艺,分析了产品缺陷产生的原因。
浸渍胶膜纸饰面胶合板和细木工板(市场俗称生态板)是在浸渍胶膜纸饰面人造板基础上发展形成的一种新型装饰板材。2005年前后,国内企业根据浸渍胶膜纸饰面人造板的原材料和加工工艺,经过创新和改进,形成以胶合板和细木工板为基材,浸渍胶膜纸为饰面材料的一类板材。该产品具有较高的尺寸稳定性,良好的装饰性和环保性,因此越来越受到消费者的喜爱,也推动着浸渍胶膜纸饰面胶合板和细木工板行业走向成熟和壮大。虽然现阶段生态板市场发展良好、产品种类丰富, 但与传统的人造板材相比发展时间较短,产品质量参差不齐。
中国林科院木材工业研究所联合国内相关检测机构及浸渍胶膜纸饰面胶合板和细木工板代表企业制定了GB/T 34722—2017《浸渍胶膜纸饰面胶合板和细木工板》,将于2018年5月1日实施。笔者在制定标准的过程中,经过长期的工厂和市场调研,发现生态板部分存在或多或少的质量缺陷,现对其归纳和总结,并对基材和生产工艺提出一定要求,以期对广大的生态板生产企业和消费者起到一定的指导作用,从而满足国家标准的要求及消费者的需求,促进该产品健康、可持续发展。
1 浸渍胶膜纸饰面胶合板和细木工板用原材料的要求
浸渍胶膜纸饰面胶合板和细木工板的组成主要包括多层胶合板或细木工板基材、薄板(单板、科技木)及浸渍胶膜纸。
1.1 基材的要求
胶合板和细木工板基材应分别符合GB/T 9846—2015《普通胶合板》和GB/T 5849—2006《细木工板》要求,需注意以下几个方面:
1)基材厚度应均匀一致,板面平整光洁,否则进行砂光处理;
2)基材的两面外观质量都应达到GB/T 9846—2015一等品的要求, 胶合强度达到Ⅱ类胶合板的要求;
3)基材含水率是一个重要指标,基材含水率过低,导致浸渍胶纸饰面胶合板和细木工板表面胶合强度下降和表面干花等缺陷;基材含水率过高,在热压时易产生鼓泡、分层、湿花等缺陷,所以含水率应控制在6%~16%;
4)基材表面尽量是整张单板, 如使用拼板则要求接缝严密,否则接缝缺陷会反映在浸渍胶纸饰面胶合板和细木工板表面。
1.2 薄板的要求
薄板覆盖在基材和浸渍胶膜纸中间,一定程度上起到遮盖缺陷的作用。一般包括单板、重组装饰单板(俗称科技木)。薄板要求:1) 厚度均匀一致;2)表面基本无缺陷、颜色基本一致;3)整张无拼缝;4) 含水率满足6%~16%。
1.3 浸渍胶膜纸的要求
一般来说,大部分生产厂家考虑到浸渍胶膜纸的经营性及用途,多采用二次浸渍法,即装饰纸第一次浸渍脲醛树脂,经烘干,再进行表层喷涂三聚氰胺树脂胶。
浸渍胶膜纸的挥发物含量、预固化度、甲醛释放量等理化性能指标直接影响生态板的产品质量。浸渍胶膜纸挥发物含量低,易产生干花;浸渍量不足,易产生表面孔隙以及耐磨性能差;浸渍胶膜纸挥发物含量高,易产生表面光泽不均;浸渍胶膜纸胶的流动性差,胶的封闭性不好,易造成表面耐污染性能差、表面耐水蒸气性能差。
2 浸渍胶膜纸饰面胶合板和细木工板的生产流程
2.1 直贴法贴面生产流程

浸渍胶膜纸+薄板+细木工板/胶合板基材,即“一次覆膜法”,生产流程如图1所示:
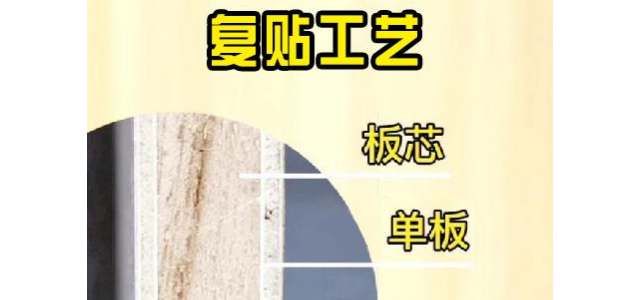
2.2 复贴法贴面生产流程
浸渍胶膜纸先和薄板进行热压,之后再压贴到基材的两面,即“二次覆膜法”,生产流程如图2所示: