高标准、严要求
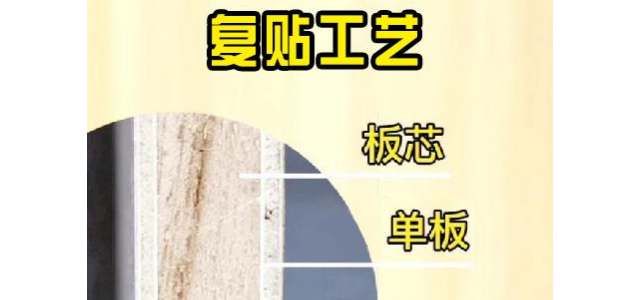
为打造高品质构造胶合板
福庆LVL严抓组坯关
将优质单板的使用
发挥到极致

组坯工序
首先,组坯人员要确保半成品宽度达到订单规定要求,对缺芯、板边缺少部分用同质材料修补,保证修补部位与同层材料方向一致。
组坯时,需要格外注意的是要清理表面垃圾、单板重叠,并在因垃圾造成的无胶及花胶部位,涂抹适量胶水,防止胶水不均。
分检出单板温度≥40℃或含水率>10%的材料,严禁使用其涂胶生产。



组坯人员要在每架组坯板的上、下两面放置垫板,中间间隔30cm放置垫板,以此来提高预压效果,增强组坯板的胶合度。
从组坯到冷压,组坯板的存放时间,要严格控制在90分钟之内。
组坯完成后,每架板要清晰完善填写物流标签。
此外,在组坯过程中,要严格规范操作设备,确保安全,及时关闭设备电源,对于存在的设备性能情况,与交接人员或负责人反馈。
以信誉求生存,以质量求发展
正因我们坚信质量铸造品牌
方有数十年如一日的坚持