先进工艺克服木材缺陷
纹理丰富多变更胜天成
靓丽色泽打造降本提效范本
如此之高的品质
不仅得益于各项专利技术加持
更得益于多道工序严格把关
本次莫干山科技木探访之旅
带你了解产品背后的前世今生
PART 01
品质甄选 全程严控
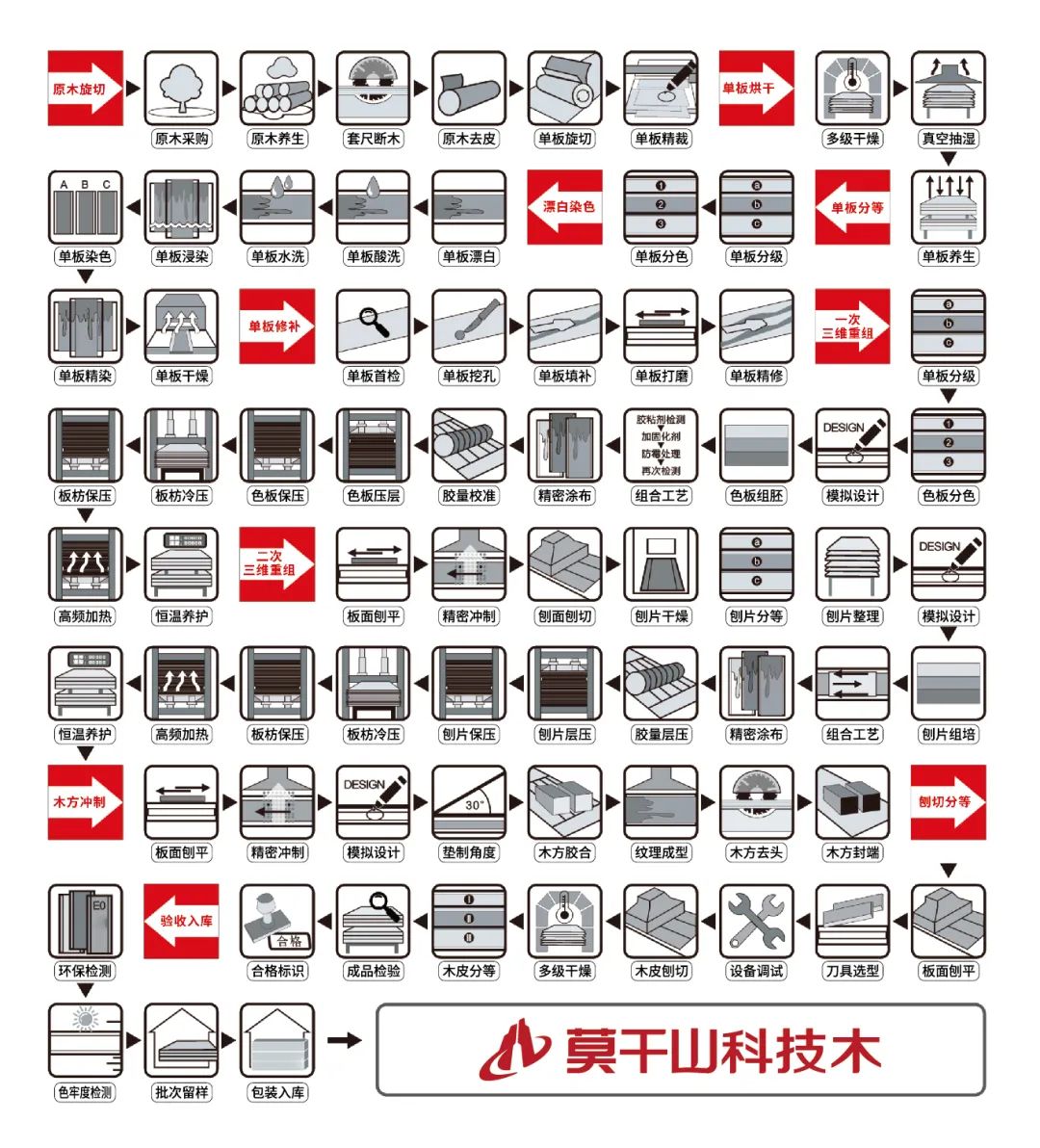
单片旋切
主要采用将原木旋切的方式加工制造成所需规格尺寸的单板,一般厚度根据情况控制在0.55mm~1.00mm之间,宽度控制在300mm~800mm之间,长度控制在1800mm~3700mm。
单板分选
将旋切干燥后的单板根据原材的色泽以及板面的缺陷,分成相应等级,适材适用。
单板染色
此工序是科技木生产的关键环节,依据产品要求,对单板采用原色染色或漂白染色的方式进行着色。单板在染色时,可以采用扩散法、减压加压注入法、减压注入法等方法,其中目前以扩散法应用最为成熟和广泛。单板在着色过程中采用目测法、比色箱法和三维色谱分析法综合比对控制其色泽。
单板烘干
将经过染色后的单板通过烘干机或利用太阳能进行干燥,使单板的含水率控制在标准值以内(含水率采用插入电阻式含水率测试仪进行检测)。
单板修补
单板修补是将染色好的原材单板上的死节、虫眼、变色、矿物质线等缺陷去除,并补上相应的正常单板克服了天然木材固有的自然缺陷。

组坯
组坯主要分为分色和掺组。
由于染色单板一般存在色泽不均问题,在掺组前必须进行分色处理。分色是根据产品纹理的色泽要求对染色单板进行分选。分色要求在自然光照(或类似自然光的灯照)条件下进行,避免阳光直射对人眼色觉的影响;分色时要求分色员距离板面30-50cm观察为准。
掺组是将分色后的单板根据颜色深浅进行摆垛,然后按产品特有的纹理要求进行组坯,使颜色自然过渡。同时,根据不同原材料的材质和预计木方高度控制单板数量。
涂胶压合
涂胶:涂胶包括调胶和布胶两个工序:调胶是在脲醛树脂中加入填充剂、甲醛结合剂、增韧剂、增粘剂和固化剂,并根据不同产品的要求加入特定的颜料配方,调制均匀;布胶是将调好的脲醛树脂胶黏剂通过施胶机对单板进行布胶,且根据不同的品种工艺控制特定的布胶量。

胶压成型:指用冷压机将组坯好的单板进行压合和保压固化,生产成毛方的过程。
涂胶压合工序是科技木生产的另一个关键环节。
保压养生
保压养生分为常温和高频加热两种。常温保压养生指将压制的木方在室温条件下进行,一般时长为一周左右;高频加热保压养生是将压制的木方,利用高频加热器在一定温度下进行保压养生,比常温保养时间可缩短2-3天。
木方制材
制材是将保压养生好的木方(亦叫毛方)去除毛边,然后依据产品纹理特点锯制成成品木方,并使用封端设备对两端封绿色胶皮或者白色胶皮,达到美观、长时间存放不开裂的目的。
木方刨切
刨切是根据消费者的使用需求,将产品刨切成0.1~3mm的不同厚度,使用精密设备,确保品质,并有效控制刀印、稀松、厚薄、粗糙等缺陷。

成品检验
根据莫干山科技木企业标准,对产品进行逐张全检、分等,品管系统在检验后签字确认。对于优等品按标准进行点数、码垛,并用标准的托架、套袋、纸箱进行包装,最后办理入库,产品使用莫干山LOGO标识。
莫干山科技木实行高标准全面质量管理,生产过程分为工段自检、上下流程互检、品管抽检与签字有效流转的综合管理原则,莫干山品管实行独立运行向总经理负责制,云峰总部质量工程部每月的不定期抽检制给莫干山科技木的质量管理增加了另一重保险,确保品质管控的严肃性、权威性。
PART 02
独立研发 权威认证
不仅给客户提供高色牢度的科技木皮,还在应用方面提供技术解决方案。在研究科技木变色方面时,莫干山采用了预防和技术突破两种方法。

首先通过预防的方式避免高温变色与紫外线照射变色。在高温导致变色的预防措施上,莫干山科技木在热压过程中温度避免超过120度,在热压完成后通过风扇散热和隔板散热两种方法及时散热。避免紫外线照射变色有三种措施:首先是通过木皮套色,8分木皮色,2分油漆色;其次是使用耐黄变油漆;最后是使用品牌科技木的高色牢度产品。

莫干山科技木的高色牢度产品,如银梨系、橡木系、黑胡桃系等高色牢度重组装饰单板,应用了 “漂白和疏化”同步预处理技术和高色牢度染料复合体系构建技术,经专业机构认证达到耐光色牢度灰度卡4-5级。莫干山在高端科技木领域获得了多项发明专利,技术水平全球领先,与家居行业诸多知名品牌都有着深度合作,在色牢度、耐光性、花纹美感和持久度等方面有口皆碑。
莫干山科技木
品质甄选 匠心造就
用格调装饰家的每一寸
尊享优质人居







